




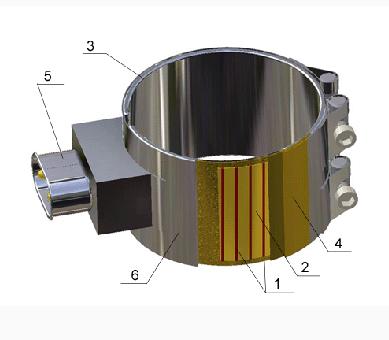



Хомутовые НХ,полухомутовые ПХ тэны. В дальнейшем нагревательные элементы. НЭ.
Основные параметры, от которых происходит ценообразование за счет использования материалов и техники изготовления являются:
- Температура работы влияет на материалы, использующиеся при изготовлении. При температурах 300 – 350ºС используются линейка специально подобранных типов слюдопластов, свыше 350ºС — техническая керамика.
- Сила тока и напряжение влияет на способы изготовления (тип сердечника и его способы укладки), тип подвода питания (до 6А шпильки, гибкий вывод на коробе до 10А, вилка до 16А, клеммная колодка до 20А), а так же на изолирующие материалы (специально подобранная линейка изоляторов состоит из 7ми видов материалов). Наши разработки позволяют изготавливать нагреватели до с силой тока 20А на фазу.
- Максимальная мощность НЭ тесно взаимосвязана с его размерами. Чем больше мощность, тем больше площадь соприкосновения греющей поверхности, и на оборот. Рассчитывается исходя из удельной мощности (Вт/см2). Наши разработки, основанные на использовании качественных европейских материалов позволяют изготавливать НЭ с удельной мощностью до 3,5 Вт/см2 при использовании слюдопластов и до 6,5 при использовании технической керамики. Мы гарантируем, что НЭ, изготовленный по таким параметрам прослужит как минимум 1 год. В случае превышения вышеуказанных параметров с согласованием заказчика гарантия не предоставляется.
- Размеры НЭ определяют количество использованного материала для его изготовления и ограничиваются возможностями оборудования и изначальными размерами материалов. В нашем случае длина развертки хомутового НЭ или его сегмента не должна превышать 1200 мм, а ширина 380 мм. Для плоского НЭ пределы 1200х600. В случае превышения размеров НЭ разбиваются на большее количество сегментов (нагревателей).
- Отверстия в НЭ могут быть различных форм, размеров и назначений. При изготовлении нагревателя с отверстием изначально рассчитывается его местоположение в развертке НЭ, исходя из этого создается сердечник специальной формы так, что бы при пробивке отверстия он не повредился. Отверстия пробиваются штампом или сверлятся специально изготовленным сверлом или коронкой определенной кунфигурации.



